دستگاه CNC تراش (تولچنج) دو محوره چیست؟
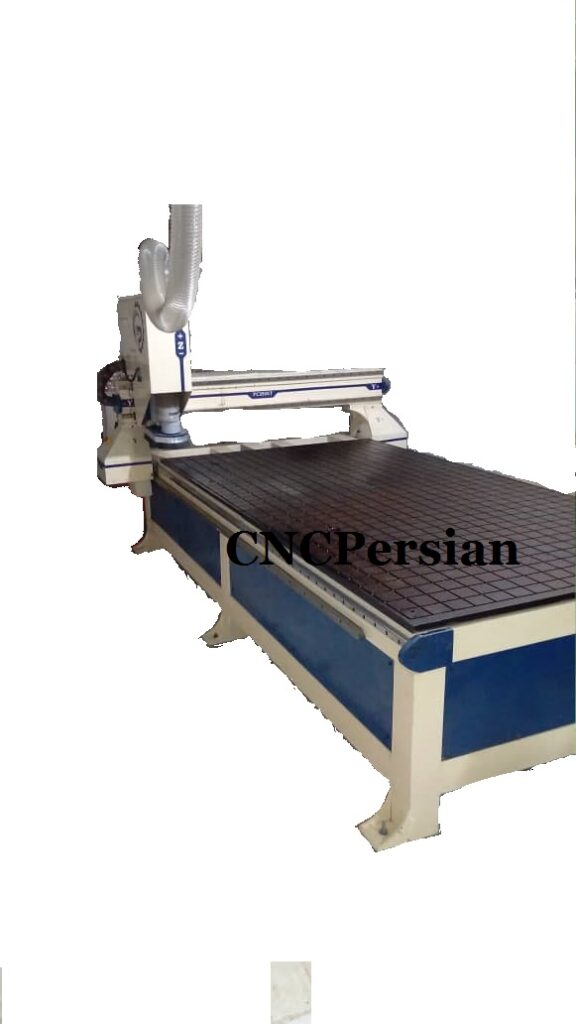
دستگاه CNC تراش دو محوره با تولچنجر اتوماتیک (2-Axis CNC Lathe with Automatic Tool Changer – ATC) یک ماشین تراشکاری کنترل عددی است که معمولاً شامل دو محور خطی X (شعاعی) و Z (طولی) میشود و با سیستم تعویض ابزار اتوماتیک (تولچنجر یا Tool Turret) تجهیز شده. این دستگاه برای تراشکاری قطعات استوانهای، مخروطی، رزوهزنی، شیارزنی و عملیات مشابه روی فلزات، پلاستیک و گاهی چوب طراحی شده.در مدلهای دو محوره، قطعه کار روی اسپیندل اصلی میچرخد و ابزارها روی تورِت (Turret) نصب میشوند که به صورت اتوماتیک ابزار مناسب را برای هر مرحله عملیات انتخاب و تعویض میکند. این ویژگی زمان setup را بسیار کاهش میدهد و تولید انبوه را اقتصادی میکند. مدلهای پیشرفتهتر ممکن است محور C (چرخش اسپیندل) برای فرزکاری اضافه داشته باشند، اما پایه دو محوره است.کاربردها: صنایع خودرو، هوافضا، قالبسازی، تولید قطعات دقیق مانند شفت، بوش، پیچ و قطعات چرخدنده.
دستگاه CNC تراش دو محوره با تولچنجر اتوماتیک (2-Axis CNC Lathe with Automatic Tool Changer – ATC) یک ماشین تراشکاری کنترل عددی است که معمولاً شامل دو محور خطی X (شعاعی) و Z (طولی) میشود و با سیستم تعویض ابزار اتوماتیک (تولچنجر یا Tool Turret) تجهیز شده. این دستگاه برای تراشکاری قطعات استوانهای، مخروطی، رزوهزنی، شیارزنی و عملیات مشابه روی فلزات، پلاستیک و گاهی چوب طراحی شده.در مدلهای دو محوره، قطعه کار روی اسپیندل اصلی میچرخد و ابزارها روی تورِت (Turret) نصب میشوند که به صورت اتوماتیک ابزار مناسب را برای هر مرحله عملیات انتخاب و تعویض میکند. این ویژگی زمان setup را بسیار کاهش میدهد و تولید انبوه را اقتصادی میکند. مدلهای پیشرفتهتر ممکن است محور C (چرخش اسپیندل) برای فرزکاری اضافه داشته باشند، اما پایه دو محوره است.کاربردها: صنایع خودرو، هوافضا، قالبسازی، تولید قطعات دقیق مانند شفت، بوش، پیچ و قطعات چرخدنده.
مشخصات کلیدی (ابعاد، اسپیندل، ریل و واگن)
|
بخش
|
توضیحات رایج
|
مثالهای واقعی (از مدلهای صنعتی)
|
|---|---|---|
|
ابعاد کارگیر
|
قطر چرخش روی بد (Swing Over Bed): ۳۰۰-۶۰۰ mm؛ طول کارگیر (Between Centers): ۵۰۰-۱۵۰۰ mm؛ قطر سوراخ اسپیندل ۴۰-۸۰ mm.
|
قطر ۴۰۰ mm، طول ۱۰۰۰ mm (مدلهای متوسط مانند Haas ST-20)
|
|
اسپیندل (Spindle)
|
قدرت ۷.۵-۱۵ kW، سرعت ۳۰۰۰-۶۰۰۰ RPM؛ سهنظام هیدرولیک یا پنوماتیک؛ اغلب با اینورتر برای کنترل سرعت.
|
۱۱ kW، ۴۵۰۰ RPM با سوراخ ۵۲ mm
|
|
ریل و واگن (Linear Guide & Carriage)
|
ریل خطی HIWIN یا THK سایز ۳۵-۴۵ mm برای محورهای X/Z؛ واگن با دقت بالا و تحمل بار سنگین.
|
ریل ۳۵# تایوانی/ژاپنی با سیستم روغنکاری مرکزی
|
|
تولچنجر (ATC)
|
تورِت هیدرولیک یا سروو، ظرفیت ۸-۱۲ ابزار (V DI یا BMT)؛ زمان تعویض ۱-۳ ثانیه.
|
تورِت ۱۰ ایستگاه سروو (مانند Fanuc یا Siemens)
|
|
انتقال حرکت
|
بالاسکرو دقیق (Ball Screw) C3 یا بالاتر در هر دو محور برای دقت ۰.۰۰۵ mm.
|
بالاسکرو TBI یا Rexroth
|
سایر تجهیزات و اجزای مهم
- سیستم کنترل: Fanuc 0i-TF، Siemens 808D/828D یا GSK؛ پشتیبانی از G-code، برنامهنویسی conversational و شبیهسازی.
- موتورها: سروو موتور (Servo) در محورها و اسپیندل برای دقت بالا؛ استپر در مدلهای اقتصادی.
- تجهیزات جانبی:
- سهنظام هیدرولیک ۸ یا ۱۰ اینچ.
- تیلاستاک (Tailstock) هیدرولیک یا دستی برای پشتیبانی قطعات بلند.
- سیستم خنککاری روغن امولسیونی (Coolant System) با پمپ قوی.
- چیپ کانوایر (Chip Conveyor) برای تخلیه خودکار براده.
- سنسور ابزار شکسته (Tool Probe) و اندازهگیری قطعه (Part Probe) در مدلهای پیشرفته.
- بارفیدر اتوماتیک (Bar Feeder) برای تولید سری.
- سیستم ایمنی کامل (دربهای محافظ، اینترلاک).
نکته نگهداری: روغنکاری منظم بالاسکرو و ریلها، چک کردن فشار هیدرولیک تورِت، تمیز کردن سیستم خنککاری و کالیبراسیون دورهای برای حفظ دقت.